Discover our highly customized, certified energy storage systems designed for demanding commercial, medical, and utility applications.
Shenzhen GAF Energy Co., Ltd. is a professional Lithium Battery Manufacturer | LiFePO4, Energy Storage & Renewable Power Solutions dedicated to delivering advanced energy storage technologies for residential, commercial, industrial, and renewable energy applications worldwide. With a focus on innovation, safety, and sustainability, the company provides high-performance lithium battery solutions that support the growing global demand for clean and reliable energy.
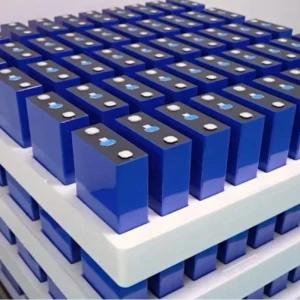
Headquartered in Shenzhen, China, GAF Energy operates modern manufacturing facilities equipped with advanced production equipment, automated assembly lines, and comprehensive quality management systems. The company specializes in the research, development, and production of LiFePO4 batteries, lithium-ion battery systems, residential energy storage batteries, commercial and industrial energy storage systems (ESS), solar storage batteries, rack-mounted battery systems, high-voltage battery solutions, and customized battery packs.
GAF Energy places strong emphasis on product quality and technological innovation. By utilizing premium battery cells, intelligent battery management systems (BMS), and rigorous testing procedures, the company ensures excellent safety, long cycle life, stable performance, and high energy efficiency. Every battery system is designed to meet the demanding requirements of renewable energy integration, backup power applications, and modern energy management solutions.
In addition to standard product offerings, GAF Energy provides comprehensive OEM and ODM services for distributors, energy solution providers, solar installers, system integrators, and private-label brands. From product design and engineering to manufacturing and technical support, the company delivers flexible solutions tailored to specific project requirements.
Serving customers across North America, Europe, Australia, Southeast Asia, Africa, and the Middle East, Shenzhen GAF Energy Co., Ltd. has established long-term partnerships based on product reliability, competitive pricing, and responsive customer service. Committed to accelerating the transition toward sustainable energy, the company continues to invest in advanced battery technologies and renewable energy innovations, helping customers achieve greater energy independence and long-term environmental benefits.
In an era dominated by lithium-based chemistries, Nickel Metal Hydride (NiMH) technology continues to occupy a critical, irreplaceable role in global heavy industry, critical backup power infrastructure, and hazardous-environment applications. While lithium-ion dominates high-energy-density consumer devices, CE certified NiMH solutions remain the gold standard for high-reliability sectors due to their inherent thermal stability, extreme temperature tolerance, and ease of global transportation logistics.
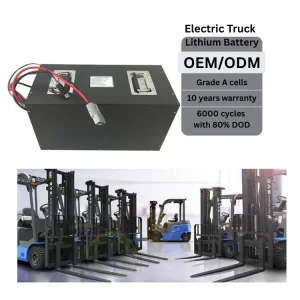
Globally, industrial markets are witnessing a resurgence in NiMH demand, driven by stringent workplace safety regulations and green-energy mandates. Industrial systems operating in high-vibration environments—such as mining, public transit rail networks, and heavy automated guided vehicles (AGVs)—rely on NiMH's robust crystalline structures. Unlike lithium batteries, which carry the risk of thermal runaway and subsequent combustion if punctured or overstressed, NiMH batteries are inherently non-combustible. This makes them highly preferred by safety-critical procurement divisions in the European Union and North America.
Operates flawlessly from -40°C to +85°C without the active liquid heating/cooling loops required by lithium systems.
Water-based alkaline electrolyte ensures no risk of thermal runaway or explosive off-gassing, even under mechanical stress.
Not classified as Class 9 Dangerous Goods, drastically reducing maritime and air shipping complexities and costs.
Furthermore, modern NiMH manufacturers have optimized the chemical formula, shifting from traditional high-self-discharge designs to Low Self-Discharge (LSD) technologies. These modern variants can retain up to 85% of their capacity after one year of storage. This advancement has opened new frontiers for strategic reserve power, emergency municipal lighting grids, and critical medical systems where long-term standby readiness is non-negotiable.
China's dominance in the global battery manufacturing sector is not merely a product of scale, but of deep industrial integration, raw material refinement monopolies, and highly automated production ecosystems. Companies like Shenzhen GAF Energy Co., Ltd. leverage these unique advantages to deliver CE certified batteries that balance economic feasibility with world-class engineering benchmarks.
The efficiency of a Chinese battery factory lies in its localized supply chain. In Shenzhen, the proximity to raw mineral processors (specifically nickel hydroxides and rare-earth metal alloy suppliers) reduces the transit time and logistical volatility of precursor materials. This physical proximity allows for JIT (Just-In-Time) inventory management, resulting in lower overhead costs and rapid prototyping capabilities. The end consumer benefits from this through reduced unit costs and much faster production lead times compared to Western counterparts.
| Performance / Logistics Metric | Chinese Integrated Plant (e.g., GAF Energy) | Western Scattered Production Facility |
|---|---|---|
| Precursor Supply Lead Time | 2 - 5 Days | 4 - 8 Weeks |
| Automated Assembly Penetration | > 92% Robotic Calibration | Variable / Semi-manual assembly |
| Customization Turnaround (ODM) | 15 - 30 Days | 90 - 180 Days |
| Compliance Certification Costs | Optimized through in-house labs | High external agency dependence |
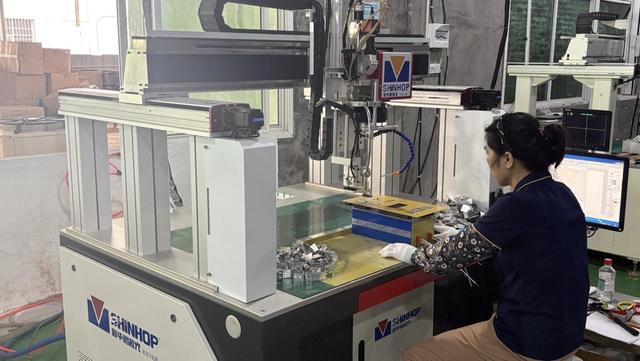
Furthermore, modern Chinese manufacturing has fully embraced automated quality control. Advanced artificial intelligence optical inspections, computerized cell matching systems, and high-precision welding robots ensure that cell deviation (internal resistance and voltage drift) is kept to a absolute minimum. This level of process repeatability guarantees that battery packs assembled from multiple cells behave predictably throughout their lifespan, maximizing the efficiency of the integrated Battery Management System (BMS).









The unique chemistry of NiMH makes it highly suitable for specific, localized applications where other battery configurations present too many trade-offs. We break down the most prominent real-world applications below:
Procurement professionals and engineers evaluating battery partners must look beyond mere price per kilowatt-hour. In the context of global compliance, the CE (Conformité Européenne) mark serves as the primary gateway for industrial product importation into the EEA (European Economic Area). CE Certification indicates that the battery manufacturer has met rigorous safety, health, and environmental protection requirements.
For a procurement director, a certified NiMH manufacturer guarantees compliance with the Battery Directive (2006/66/EC), the RoHS Directive (2011/65/EU), and the REACH regulation. Working with certified suppliers like GAF Energy minimizes the risk of customs seizures, costly legal audits, and catastrophic equipment failures in the field.
Unlike lithium-ion, NiMH battery materials (specifically nickel and rare earths) are easily recovered and recycled, making them highly attractive to companies pursuing net-zero sustainability certifications.
Due to the absence of advanced thermal management systems and lower shipping insurance costs, the total system-level lifecycle cost of NiMH is often 25% lower than comparable lithium installations.
Industrial applications frequently require non-standard form factors. Our factory specializes in designing custom plastic enclosures, cell configurations, and unique connector interfaces.
Gain professional insights from our lead chemical and electrical engineering team regarding system integration and procurement compliance.
Safety and compliance are the primary reasons. The CE certification ensures the battery adheres to EN 62133 standards, verifying mechanical, electrical, and thermal robustness. NiMH batteries feature an aqueous (water-based) electrolyte that cannot catch fire or explode even during catastrophic circuit failures, overcharging, or physical crushing. This eliminates the need for expensive fire-suppression systems, complex thermal management, and strict Class 9 dangerous goods logistics.
Industrial-grade NiMH chemistries are engineered to operate across a broad thermal range, typically from -40°C up to +85°C. At extremely low temperatures, the internal resistance of the cell increases, which moderately decreases capacity output. However, unlike lithium-ion chemistry, NiMH does not suffer from irreversible lithium plating when charged at sub-zero temperatures. At higher temperatures, we utilize specific chemical additives to stabilize the nickel electrode, preventing premature self-discharge and ensuring long-term cycle integrity.
To provide an accurate technical assessment, our engineering team requires details on nominal voltage requirements, target capacity (Ah/mAh), maximum continuous and peak discharge currents, operating temperature envelopes, spatial constraints (maximum dimensions), enclosure sealing requirements (IP ratings), and preferred communication interfaces (e.g., SMBus, I2C, or simple thermistors).
Traditional NiMH batteries had a high self-discharge rate, losing up to 30% of their charge per month. However, our advanced Low Self-Discharge (LSD) NiMH batteries are formulated with improved separator membranes and highly stable hydrogen-absorbing alloys. This enables them to retain approximately 70% to 85% of their charge after one full year of storage at room temperature.
The traditional "memory effect" (where a battery remembers its last depth of discharge, leading to voltage drops) is extremely rare in modern industrial-grade NiMH formulations. Most modern "memory effect" cases are actually due to overcharging or exposure to excessive heat. By using smart chargers and well-configured Battery Management Systems (BMS), you can maintain optimal cell voltage and prevent these issues entirely.
We operate a multi-stage Quality Assurance protocol certified under ISO 9001. Raw precursor material undergoes spectrographic testing before assembly. Each production cell batch is put through continuous high-rate charge-discharge cycles, and automated diagnostic rigs verify compliance with our internal resistance tolerances. Finally, the completed assemblies undergo drop tests and simulated thermal vibration tests prior to shipping.
Heavy-duty modules, customized cylindrical configurations, and portable generators engineered for uninterrupted operations.